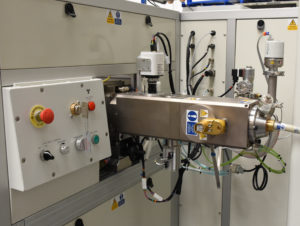
MACHINES DE SOUDAGE PAR FAISCEAU D’ÉLECTRONS POUR TURBOCOMPRESSEURS
Les modèles CVE pour turbocompresseurs ont été conçus spécifiquement pour ce composant automobile qui équipe aujourd’hui des millions de véhicules de par le monde.
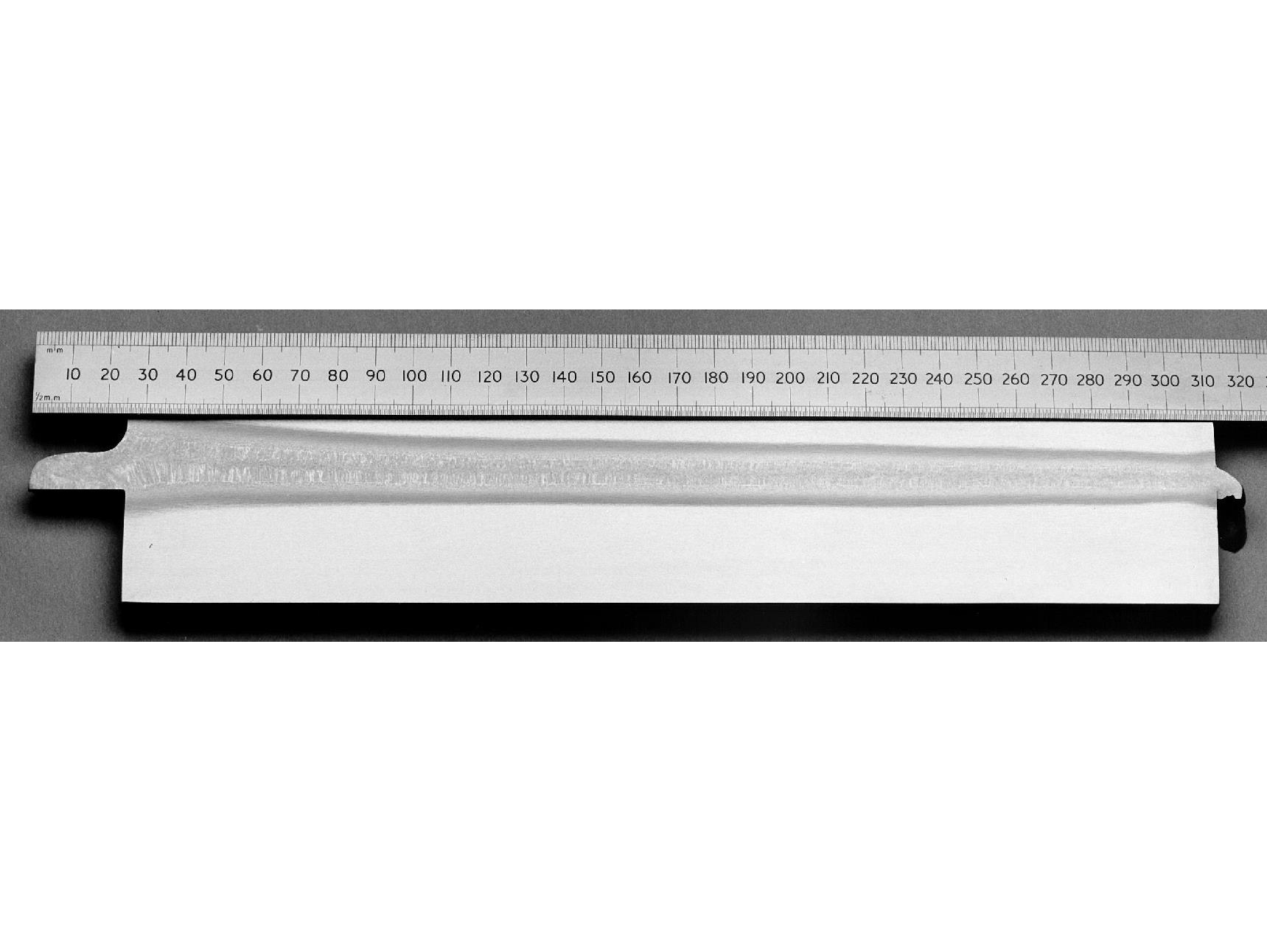
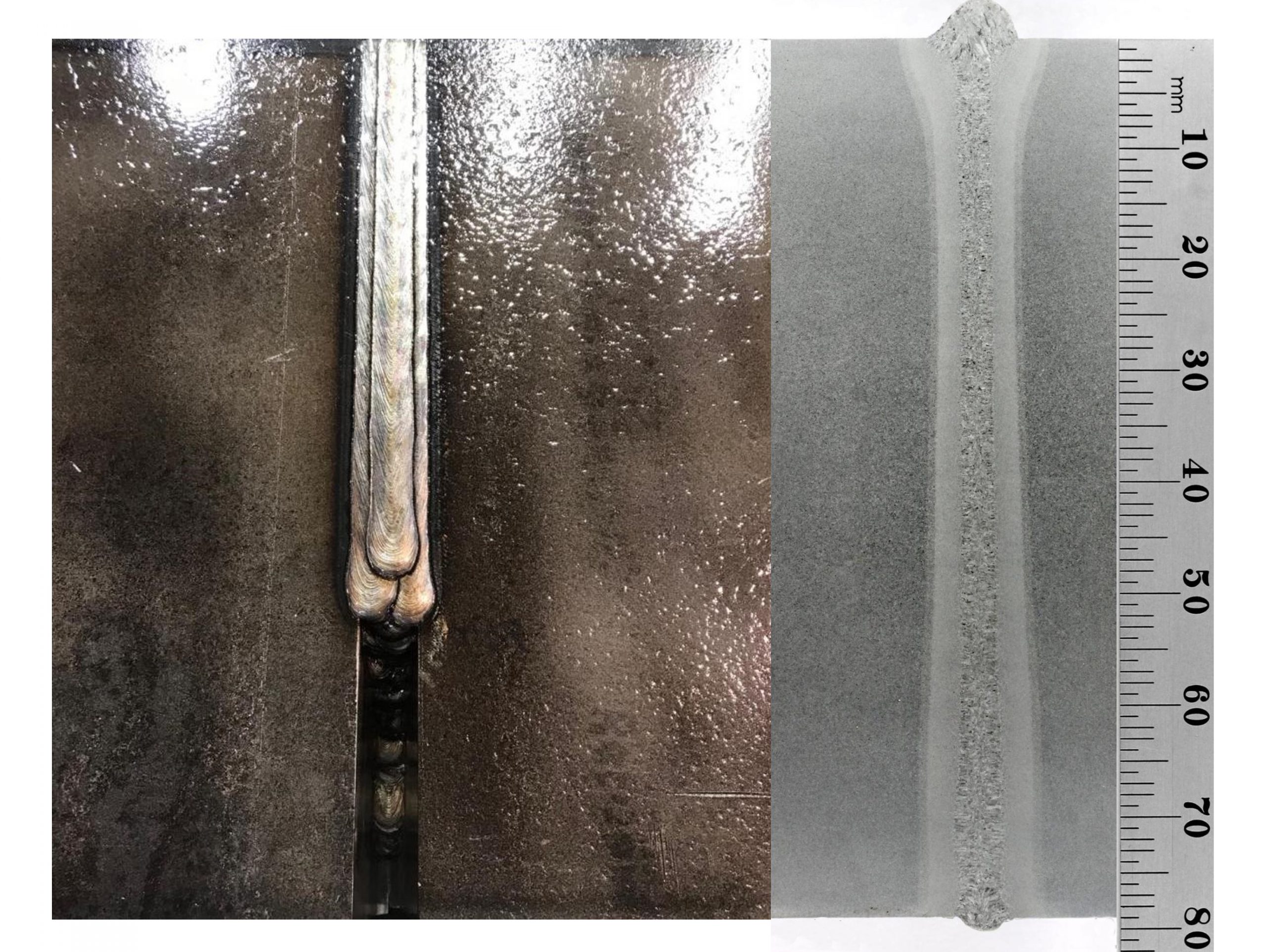
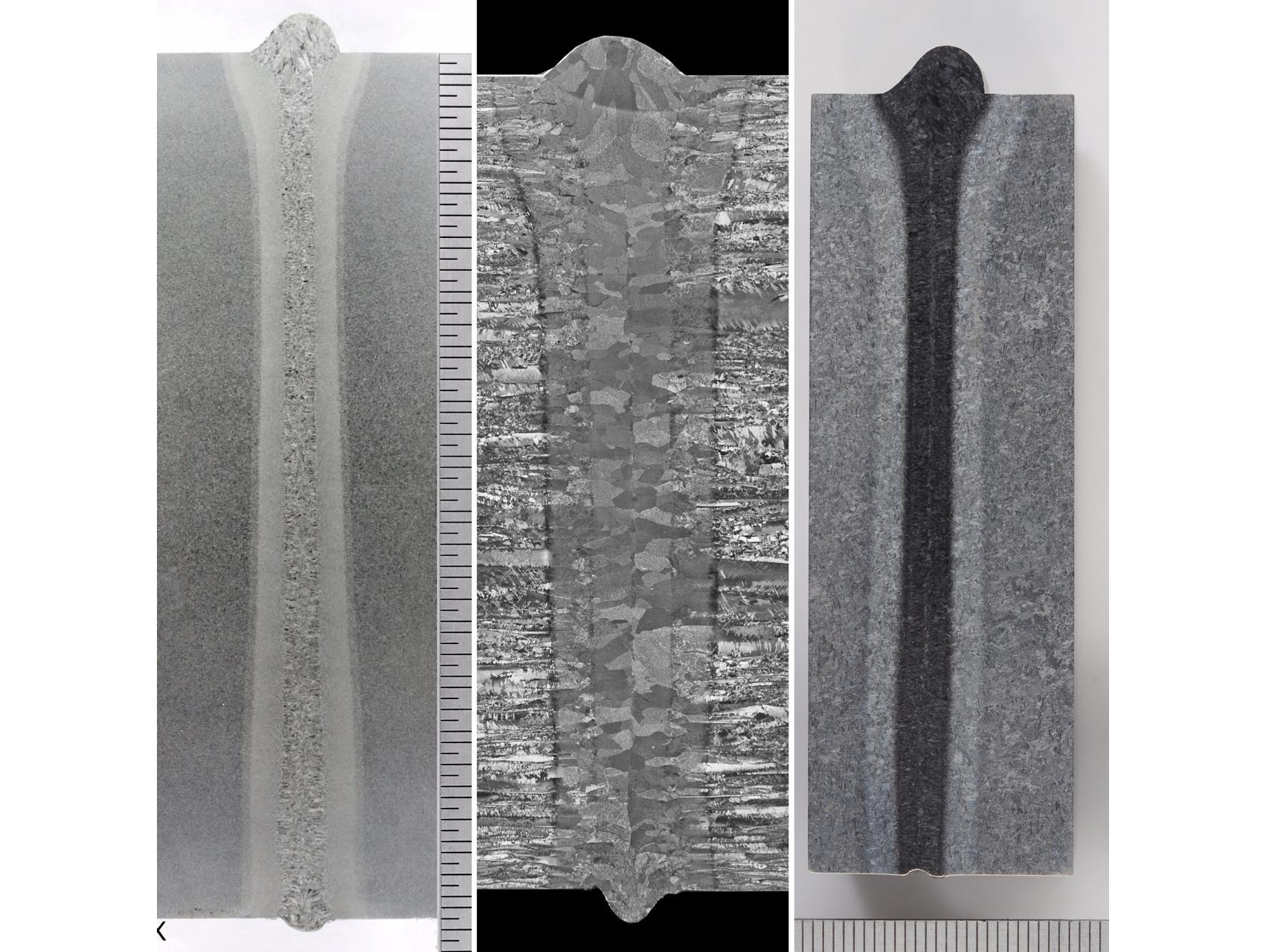
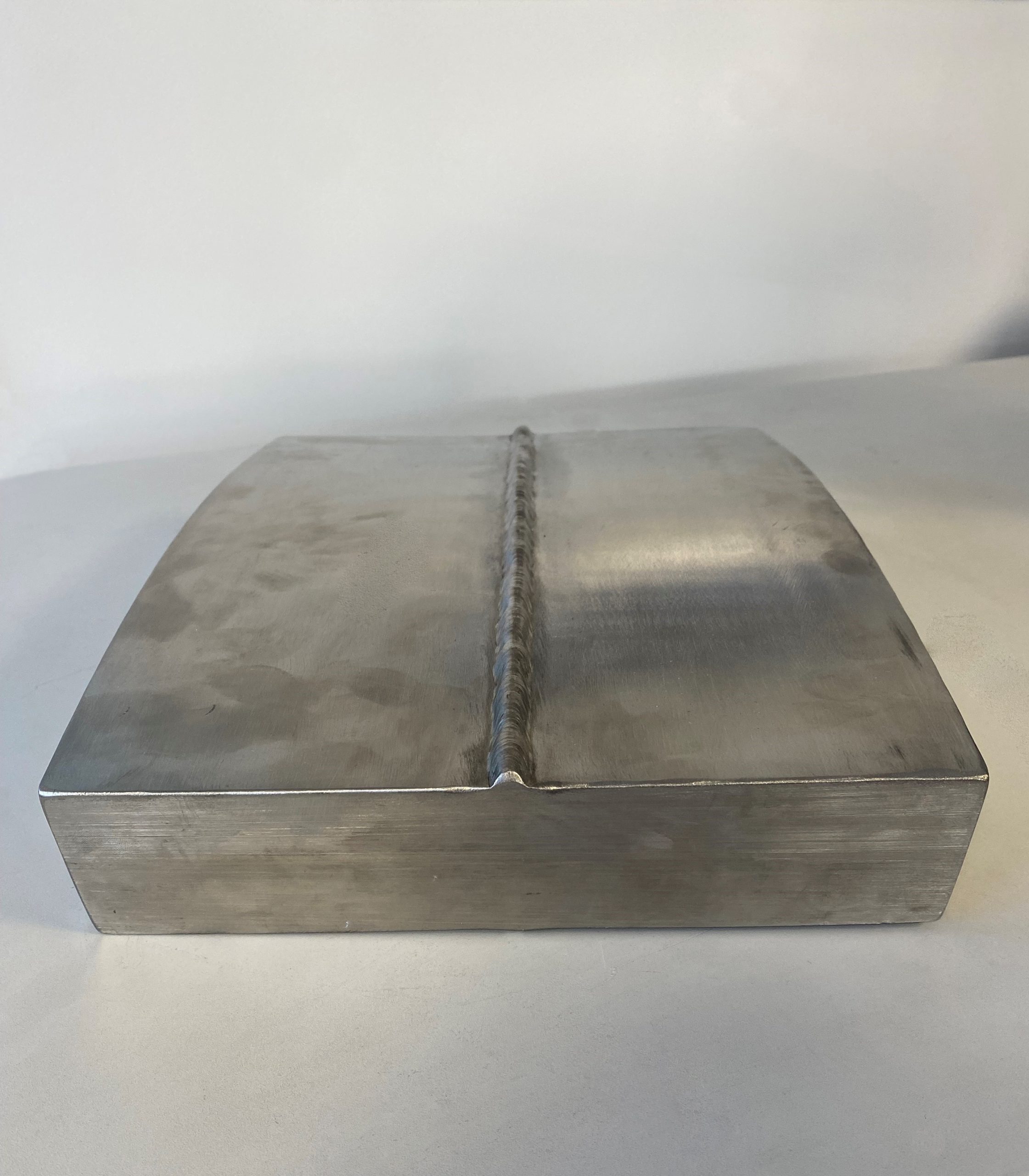
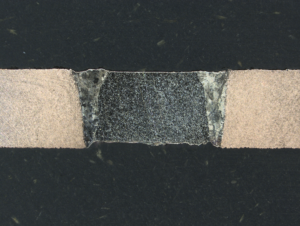
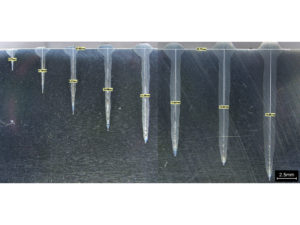
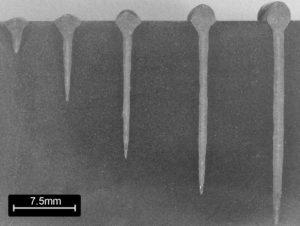
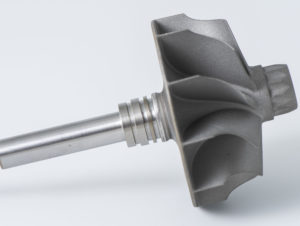
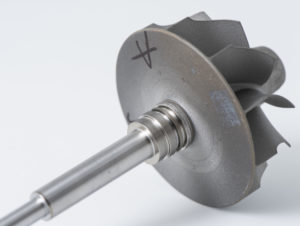
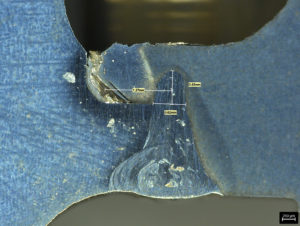
Le soudage par faisceau d’électrons permet d’assembler une roue en Inconel coulé et un arbre en acier au carbone. Le faisceau d’électrons est un flux d’électrons finement focalisé qui fusionne les deux surfaces métalliques, permettant ainsi d’obtenir une soudure d’excellente qualité et présentant les caractéristiques suivantes :
- Pénétration profonde
- Zone de fusion étroite (ZAT)
- Résistance proche de celle du métal de base
Le soudage réalisé dans un environnement sous vide garantit un processus propre et pur.
En savoir plus sur les turbocompresseurs.
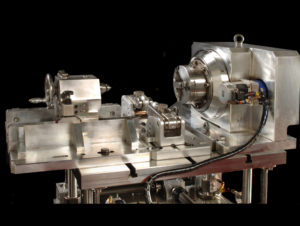
MODÈLE TW
Le modèle TW associe un faible encombrement à un rendement élevé, et peut s’adapter à un chargement manuel ou robotisé. Le modèle TW est adapté aux applications pour voitures particulières et véhicules commerciaux diesel. Retrouvez toutes ses caractéristiques ci-dessous ou téléchargez la fiche technique.
SPÉCIFICATION
ÉQUIPEMENTS STANDARD
FONCTIONS AVANCÉES ET OPTIONS D’OUTILLAGE
Gallery
| Temps takt typique | 30 – 35 s |
| Boîtier d’outillage à double entraînement
Taille maximale des roues
|
A jusqu’à 53 mm
B 50-82 mm C 80-105 mm |
| Boîtier d’outillage simple | Jusqu’à 120 mm |
*Selon la recette de soudage, le diamètre de l’arbre et l’option de recherche de joint
- Alignement du faisceau et chauffage du filament automatiques
- Schémas de déviation du faisceau et générateur de fonctions
- Hub Ethernet pour le diagnostic à distance
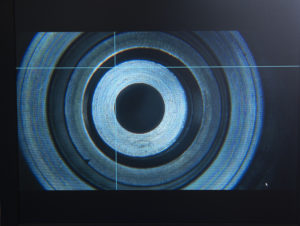
- Caméra HDMI et système de vision de haute qualité
- IHM pour le stockage des recettes et l’enregistrement des données
- PLC industriel, avec commande depuis un PC
- Colonne de canon avec pompage séparé
- Option de recherche automatique des joints par rétrodiffusion d’électrons
- Cathode à chauffage direct, avec faisceau à haute intensité pour une faible distorsion
- Dispositif de protection contre la lumière au niveau de la zone de chargement
- Compatibilité MES et Industrie 4.0
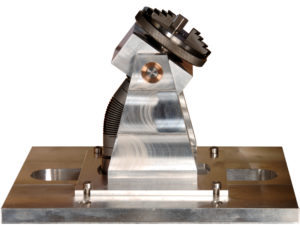
- Boîtier d’outillage simple pour les pièces à alignement automatique et option de boîtier d’outillage à double entraînement pour le centrage
- Contrepoupée pneumatique
- Dispositif de changement rapide de l’outillage
MODÈLE TW

COMPOSANT TURBOCOMPRESSEUR
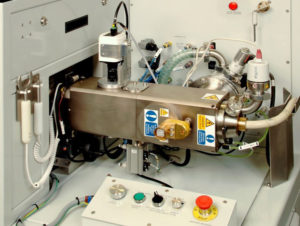
COLONNE DE CANON D60LN AVEC SYSTÈME D’ALIGNEMENT DU FILAMENT ET POMPE TURBO-MOLÉCULAIRE
HMI SUR PC AVEC ENREGISTREMENT DES DONNÉES SUR DISQUE DUR ET DIAGNOSTIC À DISTANCE VIA UN HUB ETHERNET
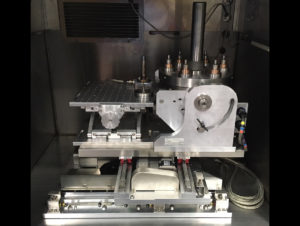
MODÈLE NG
Le modèle NG associe un faible encombrement à un rendement élevé, et peut s’adapter à un chargement manuel ou robotisé. Le modèle NG est adapté aux applications pour voitures particulières et véhicules commerciaux diesel. Retrouvez toutes ses caractéristiques ci-dessous ou téléchargez la fiche technique.
SPÉCIFICATION
ÉQUIPEMENTS STANDARD
FONCTIONS AVANCÉES ET OPTIONS D’OUTILLAGE
GALERIE
| Temps takt typique* | 20 – 22 s |
| Boîtier d’outillage à double entraînement
Taille maximale des roues |
Jusqu’à 53 mm
|
| Boîtier d’outillage simple | Jusqu’à 65 mm |
*Selon la recette de soudage, le diamètre de l’arbre et l’option de recherche de joint
- Alignement du faisceau et chauffage du filament automatiques
- Schémas de déviation du faisceau et générateur de fonctions
- Hub Ethernet pour le diagnostic à distance
- Caméra HDMI et système de vision de haute qualité
- IHM pour le stockage des recettes et l’enregistrement des données
- PLC industriel, avec commande depuis un PC
- Colonne de canon avec pompage séparé
- Option de recherche automatique des joints par rétrodiffusion d’électrons
- Cathode à chauffage direct, avec faisceau à haute intensité pour une faible distorsion
- Dispositif de protection contre la lumière au niveau de la zone de chargement
- Compatibilité MES et Industrie 4.0
- Boîtier d’outillage simple pour les pièces à alignement automatique et option de boîtier d’outillage à double entraînement pour le centrage
- Contrepoupée pneumatique
- Dispositif de changement rapide de l’outillage
MODÈLE NG

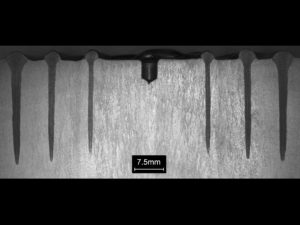
ARBRE ET ROUE
BOÎTIER D’OUTILLAGE

PROFIL DE SOUDAGE
MODÈLE SP
Le modèle SP associe un faible encombrement à un rendement élevé, et peut s’adapter à un chargement manuel ou robotisé. Le modèle SP est adapté aux applications pour voitures particulières et véhicules commerciaux diesel. Retrouvez toutes ses caractéristiques ci-dessous ou téléchargez la fiche technique.
SPÉCIFICATION
ÉQUIPEMENTS STANDARD
FONCTIONS AVANCÉES ET OPTIONS D’OUTILLAGE
GALERIE
| Temps takt typique* | 15 – 18 s |
| Boîtier d’outillage à double entraînement
Taille maximale des roues |
Jusqu’à 53 mm
|
| Boîtier d’outillage simple | Jusqu’à 65 mm |
*Selon la recette de soudage, le diamètre de l’arbre et l’option de recherche de joint
- Alignement du faisceau et chauffage du filament automatiques
- Schémas de déviation du faisceau et générateur de fonctions
- Hub Ethernet pour le diagnostic à distance
- Caméra HDMI et système de vision de haute qualité
- IHM pour le stockage des recettes et l’enregistrement des données
- PLC industriel, avec commande depuis un PC
- Colonne de canon avec pompage séparé
- Option de recherche automatique des joints par rétrodiffusion d’électrons
- Cathode à chauffage direct, avec faisceau à haute intensité pour une faible distorsion
- Dispositif de protection contre la lumière au niveau de la zone de chargement
- Compatibilité MES et Industrie 4.0
- Boîtier d’outillage simple pour les pièces à alignement automatique et option de boîtier d’outillage à double entraînement pour le centrage
- Contrepoupée pneumatique
- Dispositif de changement rapide de l’outillage
MODÈLE SP

INTERFACE HOMME MACHINE

OUTILLAGE

COLONNE DU CANON