Le soudage par laser sous vide (soudage LiV/laser in vaccum) est une technique relativement récente qui présente l’avantage d’une profondeur de soudure deux à trois fois supérieure à celle du soudage laser classique avec gaz de protection. Il présente également les avantages d’une oxydation réduite et d’une qualité de soudage extrêmement élevée.
UTILISATION DU LASER DANS LES MACHINES DE SOUDAGE SOUS VIDE
Le soudage par laser sous vide (soudage LiV/laser in vaccum) est une technique relativement récente qui présente l’avantage d’une profondeur de soudure deux à trois fois supérieure à celle du soudage laser classique avec gaz de protection. Il présente également les avantages d’une oxydation réduite et d’une qualité de soudage extrêmement élevée.
PÉNÉTRATION PLUS PROFONDE DU FAISCEAU ET GAINS DE QUALITÉ
Le soudage laser conventionnel sous pression atmosphérique entraîne une accumulation de vapeur de métal chaud au-dessus du trou de serrure. Ce panache de vapeur disperse et refocalise le faisceau laser, et cause des éclaboussures produites par les morceaux de métal issus du bain de fusion.
Le soudage au laser sous vide élimine ce panache de vapeur chaude, car il peut désormais s’étendre beaucoup plus rapidement à l’écart de la région du trou de serrure. Ce procédé permet d’augmenter l’efficacité du couplage laser et de minimiser les éclaboussures.
L’environnement sous vide permet en outre de réduire la température d’ébullition du métal, permettant ainsi de doubler voire tripler la profondeur de pénétration.
L’abaissement du point d’ébullition d’environ 1 000°K (selon le matériau) permet de dépenser une fraction nettement plus importante de l’énergie du faisceau pour vaporiser le matériau.
Le vide environnant autour du trou de serrure et du bain de fusion permet un dégazage plus efficace et, bien entendu, ne contient pas d’air susceptible d’oxyder la pièce.
Cela permet de réduire considérablement la porosité et d’obtenir un cordon de soudure totalement exempt d’oxydation.
AVANTAGES DU SOUDAGE LASER SOUS VIDE
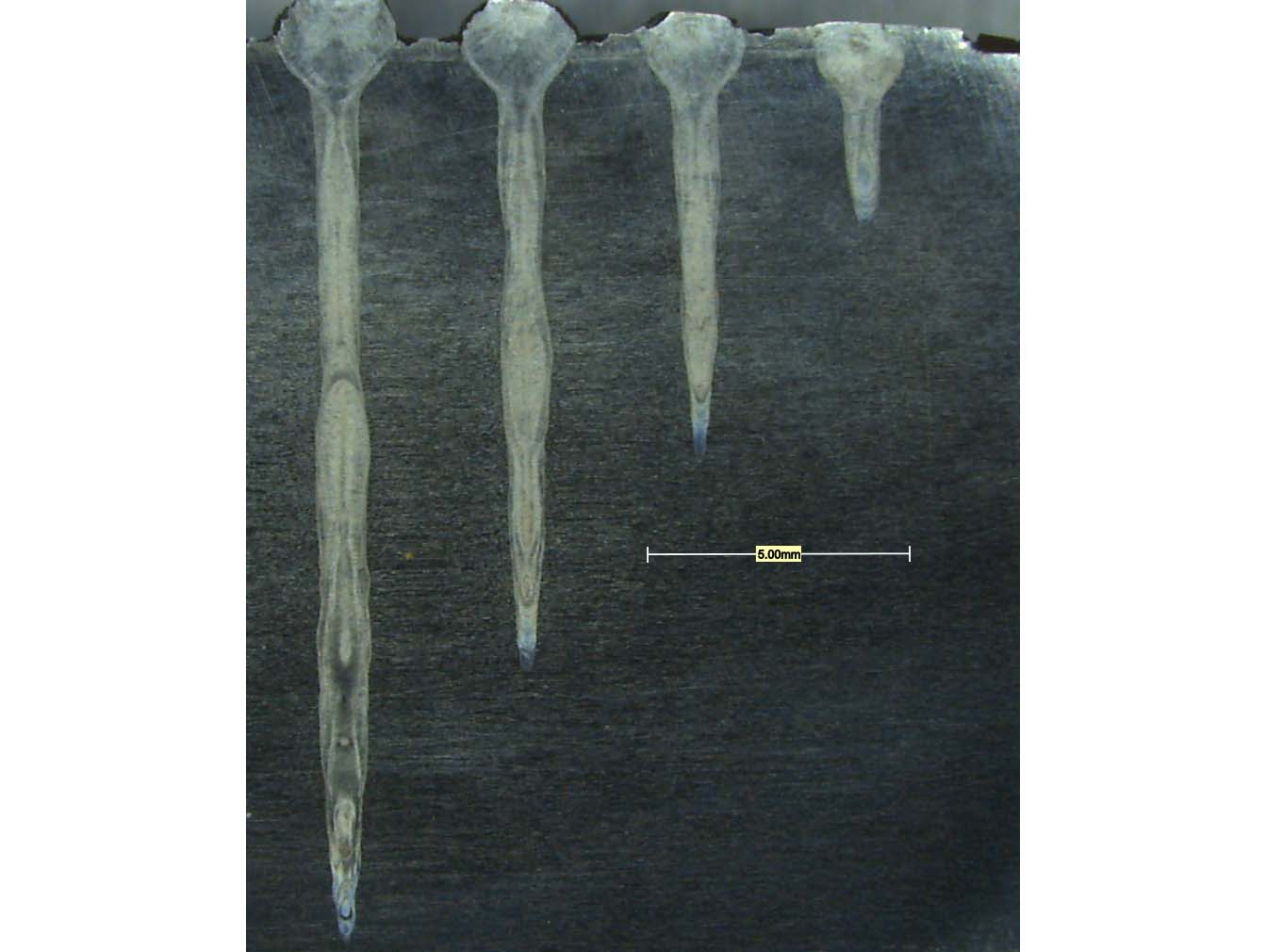
- Augmentation de plus du double de la profondeur de soudage par rapport au soudage à l’air
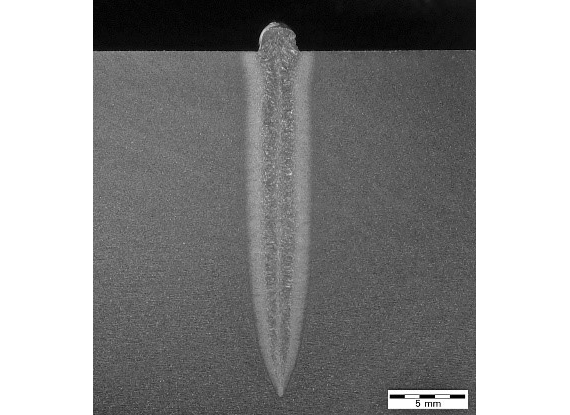
- Cordons à flancs parallèles, et tête de clou réduite
- Amélioration de la stabilité du procédé grâce à un panache de plasma stable et considérablement réduit
- Réduction de la contamination de la pièce de travail par éclaboussures et vaporisation
- Soudures de meilleure qualité et sans pores
- Faibles coûts d’exploitation grâce à l’efficacité du laser à solide
- Procédé de soudage sans gaz inerte
- Ne nécessite pas de blindage contre les rayons X
- Convient aux matériaux magnétiques
Applications
Les caractéristiques ci-dessus font du soudage laser sous vide un procédé robuste pour réaliser des soudures à haute pénétration.
Le soudage laser sous vide peut également s’avérer plus flexible que le soudage par faisceau d’électrons dans certaines applications, du fait de l’absence de rayons X et de problèmes de magnétisme.
La nature de l’application déterminera le choix entre le soudage par faisceau d’électrons et le soudage laser sous vide. Pour procéder à une évaluation détaillée des besoins de votre application et décider du procédé le plus approprié (faisceau d’électrons ou laser), n’hésitez pas à nous contacter.
GALERIE
Une galerie de coupes transversales de soudures, et d’images du système de développement de CVE.