Spawanie laserowe w próżni
Spawanie laserowe w próżni to stosunkowo nowa technika, która ma tę zaletę, że głębokość spoiny jest dwa do trzech razy większa niż w przypadku konwencjonalnego spawania laserowego w osłonie gazowej.
Do zalet tej metody zalicza się także mniejsze utlenianie i wyjątkową jakości spawania.
Zwiększona Penetracja i Jakość Wiązki
Spawanie laserowe na powietrzu prowadzi do gromadzenia się plazmy, która uniemożliwia wiązce lasera przenikanie metalu; wiązka musi w związku z tym szybko przejść przez spoinę.
Kiedy spawanie laserowe przeprowadzane jest w próżni, przetopienie jest większe, zmniejsza się ilość odprysków spawalniczych dzięki usunięciu plazmy i obniżeniu temperatury, w której metal paruje, co z kolei pozwala wiązce przeniknąć głębiej.
Komora próżniowa zatrzymuje fotony, dzięki czemu nie ma potrzeby tworzenia chronionego środowiska pracy.
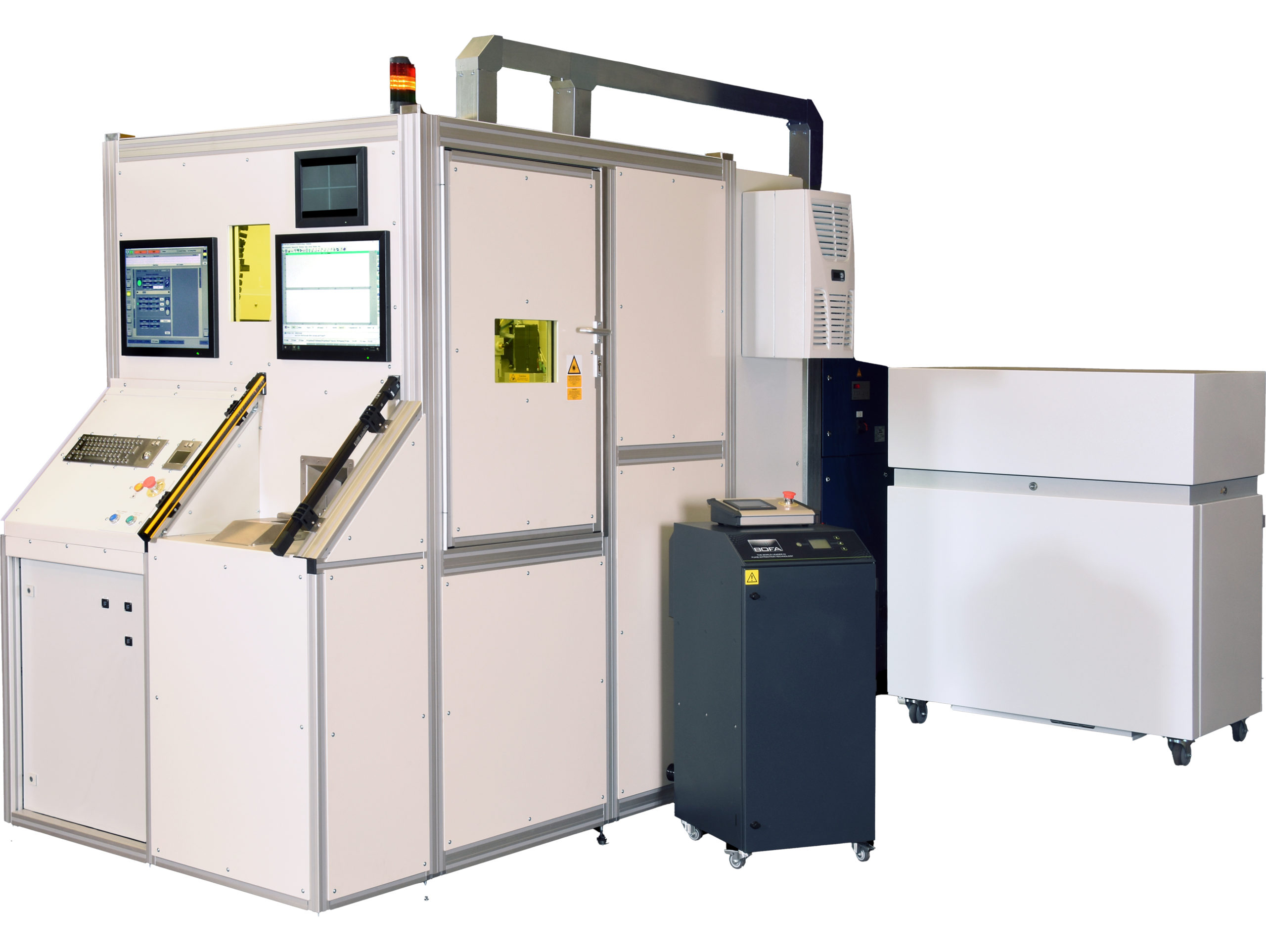
Kluczem do sukcesu jest tutaj metoda CVE polegająca na zapewnieniu czystej drogi optycznej.
Zalety Spawania Laserowego w Próżni
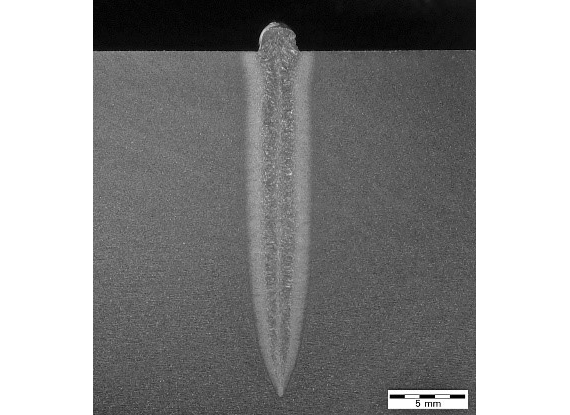
- Ponad dwukrotnie większa głębokość spawania w porównaniu ze spawaniem na powietrzu
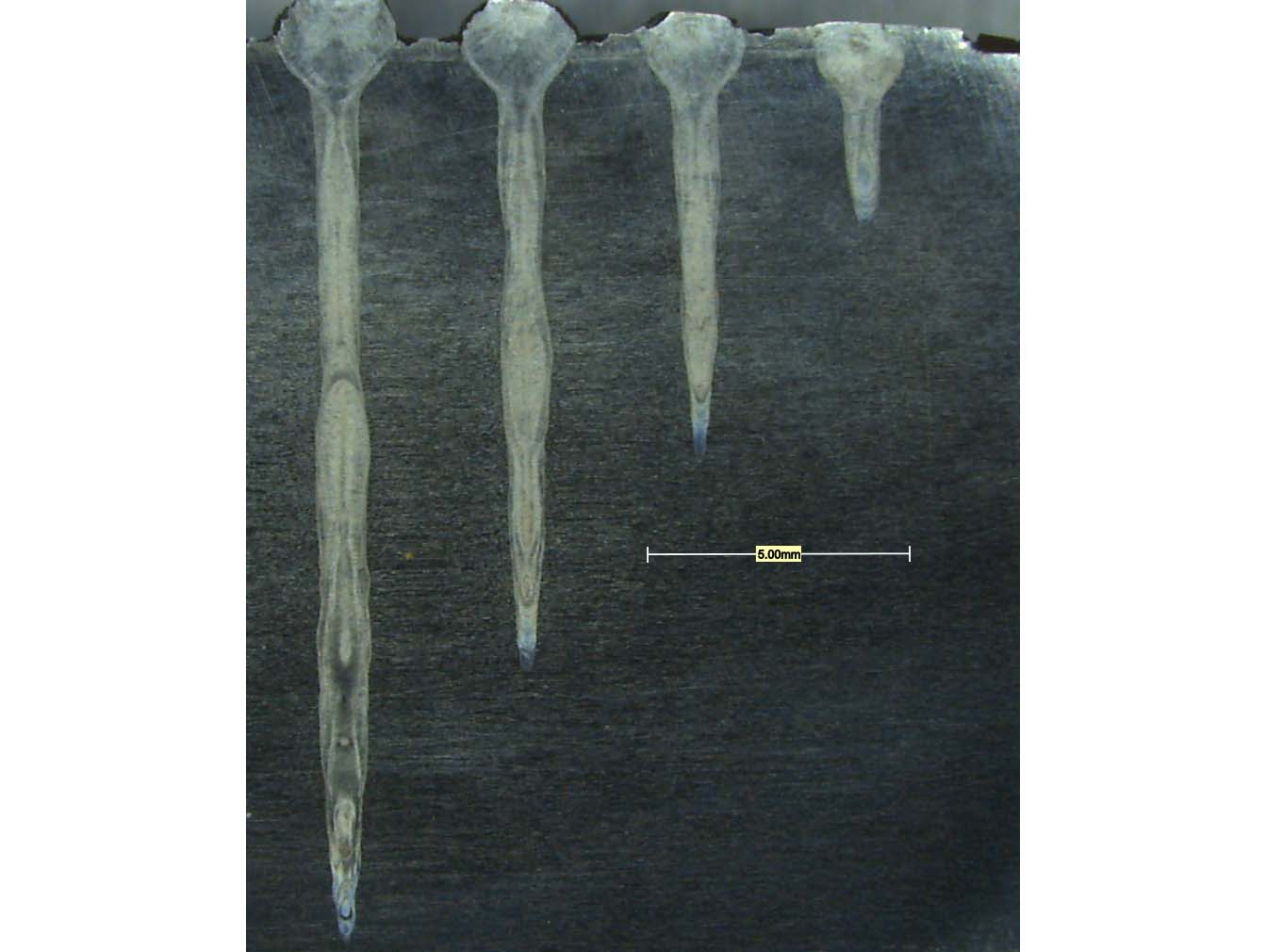
- Spoiny równoległe bez charakterystycznego ściegu przypominającego łeb gwoździa
- Zwiększa stabilność procesu dzięki znacznie zmniejszonej i stabilnej strudze plazmy
- Zmniejszone zanieczyszczenie przedmiotu obrabianego przez odpryski i parowanie
- Pozbawione porów spoiny spawalnicze wyższej jakości
- Niskie koszty eksploatacji dzięki wysokiej wydajności lasera stałego
- Proces spawania bez gazu osłonowego
- Brak wymogu ekranowania przed promieniowaniem rentgenowskim
- Nadaje się do materiałów magnetycznych
Aplikacje
Powyższe cechy sprawiają, że laserowe spawanie próżniowe jest solidną procedurą pozwalającą uzyskać spoiny o dużej penetracji.
Spawanie laserowe w próżni może również okazać się bardziej elastyczne niż spawanie wiązką elektronów w niektórych zastosowaniach ze względu na brak promieni rentgenowskich i unikanie problemów z magnetyzmem.
Aplikacja determinuje wybór między spawaniem wiązką elektronów a laserem w spawaniu próżniowym. Aby uzyskać szczegółowy opis przydatności wiązki elektronów lub lasera do Twojego zastosowania, skontaktuj się z nami?
Kino
Galeria przekrojów spawów, a także system rozwoju CVE.