Ebflow: Praca w niskiej próżni
Wykorzystanie spawania wysokowydajnego w bardzo istotny sposób przekłada się na koszty wytwarzania dużych konstrukcji w ramach produkcji zbiorników ciśnieniowych, w morskim przemyśle wydobywczym i w przemyśle ciężkim.
Do zalet technologii spawania elektronowego należy produktywność, powtarzalność i precyzja w wytwarzaniu dużych i ciężkich konstrukcji ściennych. Do tej pory zastosowanie tego procesu było ograniczone potrzebą umieszczenia obrabianego elementu w komorze próżniowej o odpowiednich wymiarach.
Firma CVE opracowała jednak system spawania wiązką elektronów w warunkach próżni lokalnej, który może być stosowany na potrzeby spawania znacznie większych konstrukcji.
Doskonała i rewolucyjna technologia spawania
Główne cechy
- spawanie wiązką elektronów w warunkach próżni lokalnej
- zwiększona produktywność
- mniejszy ślad węglowy
- oszczędności
- spoina wysokiej jakości
Na czym polega Ebflow?
Tradycyjne spawanie wiązką elektronów odbywa się w komorze próżniowej; Ebflow eliminuje potrzebę korzystania z komory próżniowej, ponieważ proces odbywa się w warunkach próżni lokalnej, okalającej poddawany obróbce element, która powstaje wyłącznie tam, gdzie jest niezbędna.
Wykorzystanie technologii Ebflow może przełożyć się pozytywnie na produktywność Państwa zakładu i zapewnić oszczędności.
System uszczelnień ślizgowych i precyzyjna obsługa umożliwiają szybkie tworzenie spoin wzdłużnych i obwodowych na elementach dużych rozmiarów.
Warunki niskiej próżni są idealne do spawania elementów o grubym przekroju ze względu na największą prędkość spawania.
Zwykle nie ma potrzeby stosowania drutu elektrodowego, a spoinę autogeniczną można poddać obróbce cieplnej. W procesie obróbki metalurgicznej staje się ona nieodróżnialna od materiału rodzimego.
Lokalna próżnia
Firma CVE opracowała technologię lokalnej próżni Ebflow, umożliwiającą szerokie zastosowanie procesu spawania elektronowego. Opiera się na systemie uszczelnień ślizgowych lub przesuwanej lokalnej głowicy przemieszczającej się wzdłuż lub wokół obrabianego przedmiotu, która może pozostawać nieruchoma lub obracać się przed wiązką.
Spawanie liniowe i obwodowe
Uszczelnienie wewnętrzne, potrzebne do utrzymania wymaganych warunków niskiej próżni, można uzyskać za pomocą różnych środków – elastycznych i mobilnych uszczelnień pneumatycznych, prostego spawania TIG lub uszczelnień dławicowych.
Uszczelnienia ślizgowe lub przesuwaną głowicę można wykorzystać do spawania dużych konstrukcji liniowo i obwodowo.
Spawanie na dużej głębokości można przeprowadzić w pozycji 2G.
Ołowiane osłony
Zaprojektowano kilka metod osłaniania procesu spawania z wykorzystaniem ołowianych pojemników.
Praca w niskiej próżni
Pompowanie różnicowe i wyrzutnia diodowa bflow umożliwiają spawanie w warunkach niskiego ciśnienia (10-1 mbar).
Precyzja
Maszyny wyposażono w systemy sterowania CNC.
Obszary zastosowań Ebflow
Ebflow to wszechstronny system mający zastosowanie w wielu gałęziach przemysłu, od przemysłu naftowego i gazowego, przez wytwarzanie energii jądrowej, po budowę statków i nie tylko.
Kliknij suwak, aby zapoznać się z podsumowaniem aplikacji.






Jakie są zalety systemu Ebflow?
Rozwiązanie to zapewnia ogromny wzrost wydajności, który zmieni Państwa model biznesowy.
W warunkach testowych metoda Ebflow jest 20-30 razy szybsza niż konwencjonalne spawanie łukowe, co przekłada się na gigantyczny wzrost wydajności. Zużywa również mniej energii niż konwencjonalne procesy spawania łukowego, a to oznacza mniejszy ślad węglowy.
Pośród licznych zalet tej metody wymienić należy możliwość wykonywania spoin przy ograniczonej strefie wpływu ciepła, co skutkuje zmniejszeniem odkształceń (a zatem wyższą jakością) oraz możliwością wykonywania badań nieniszczących (NDT) natychmiast po spawaniu, przyspieszeniem procesu produkcyjnego i obniżeniem kosztów.
Dzięki Ebflow, metodę spawania wiązką elektronów można wykorzystać w konstrukcjach stalowych dowolnych wymiarów. Zalety Ebflow:
- Możliwość łącznia elementów metalowych na dużej głębokości (żelaznych i nieżelaznych, tj. stali węglowej, stali nierdzewnej, aluminium, tytanu)
- Większa o 20 do 30 razy szybkość procesu w porównaniu z konwencjonalnym spawaniem łukiem krytym; 200 mm/min w stali o grubości 150 mm, co w przypadku spawania grubych odcinków jest najwyższym uzyskanym dotąd wynikiem
- Niska próżnia powstaje tylko tam, gdzie jest niezbędna
- Możliwość spawania bez wcześniejszego podgrzania materiału
- Wymagane minimalne przygotowanie do spawania/ukosowanie, dopasowanie od krawędzi do krawędzi
- Nie są potrzebne materiały do spawania (spawanie autogeniczne, nie wymaga prętów spawalniczych)
- Wyższa jakość spoin
- Możliwość przeprowadzenia kontroli jakości bezpośrednio po spawaniu
- System uszczelek ślizgowych i precyzyjnej obsługi umożliwia szybkie przezbrajanie i spawanie wstępne elementów o różnych wymiarach
- Minimalne odkształcenia i mniej obróbki po spawaniu
Mniejszy ślad węglowy
Ebflow zużywa o wiele mniej energii elektrycznej niż konwencjonalne procesy łukowe. Koszty transportu i instalacji są niższe. Stosowanie tej metody nie wymaga zakupu materiałów wypełniających, komory i sprzętu pompującego, operacji podgrzewania wstępnego oraz załadunku i rozładunku, co przekłada się na znacznie mniejszy ślad węglowy w porównaniu z tradycyjnym procesem spawania.
Ilość energii zużytej do wykonania jednego metra spoiny metodą Ebflow jest aż o 75% mniejsza w porównaniu ze standardowym spawaniem łukiem krytym.
Obniżenie kosztów
Obniżenie kosztów jest wynikiem ogromnego wzrostu wydajności. Można pominąć podgrzewanie wstępne i przeprowadzić badania nieniszczące natychmiast po spawaniu, oszczędzając czas i redukując nakłady finansowe. Ponadto nie są wymagane żadne materiały spawalnicze, a sam proces jest znacznie mniej energochłonny. Zapewnia również następujące oszczędności:
- Ponad 1,7 mln GBP rocznie w zakresie wydatków OPEX
- Niższe zapotrzebowanie na kapitał obrotowy, niższe koszty personelu i koszty transportu
- Metoda nie wymaga instalacji komory próżniowej i związanego z nią sprzętu pompującego
- Zmniejszenie śladu węglowego zakładu
- Płatność rozłożona na 11 miesięcy
Spoiny wysokiej jakości
Technologia Ebflow zapewnia większą powtarzalność wysokiej jakości spoin w jednym przejściu, z wąską strefą wpływu ciepła i minimalnymi odkształceniami. W procesie obróbki metalurgicznej spoina w stalowych zbiornikach ciśnieniowych staje się nieodróżnialna od materiału rodzimego. Ebflow zapewnia większą dokładność i powtarzalność, redukując miejscowe naprężenia szczątkowe.
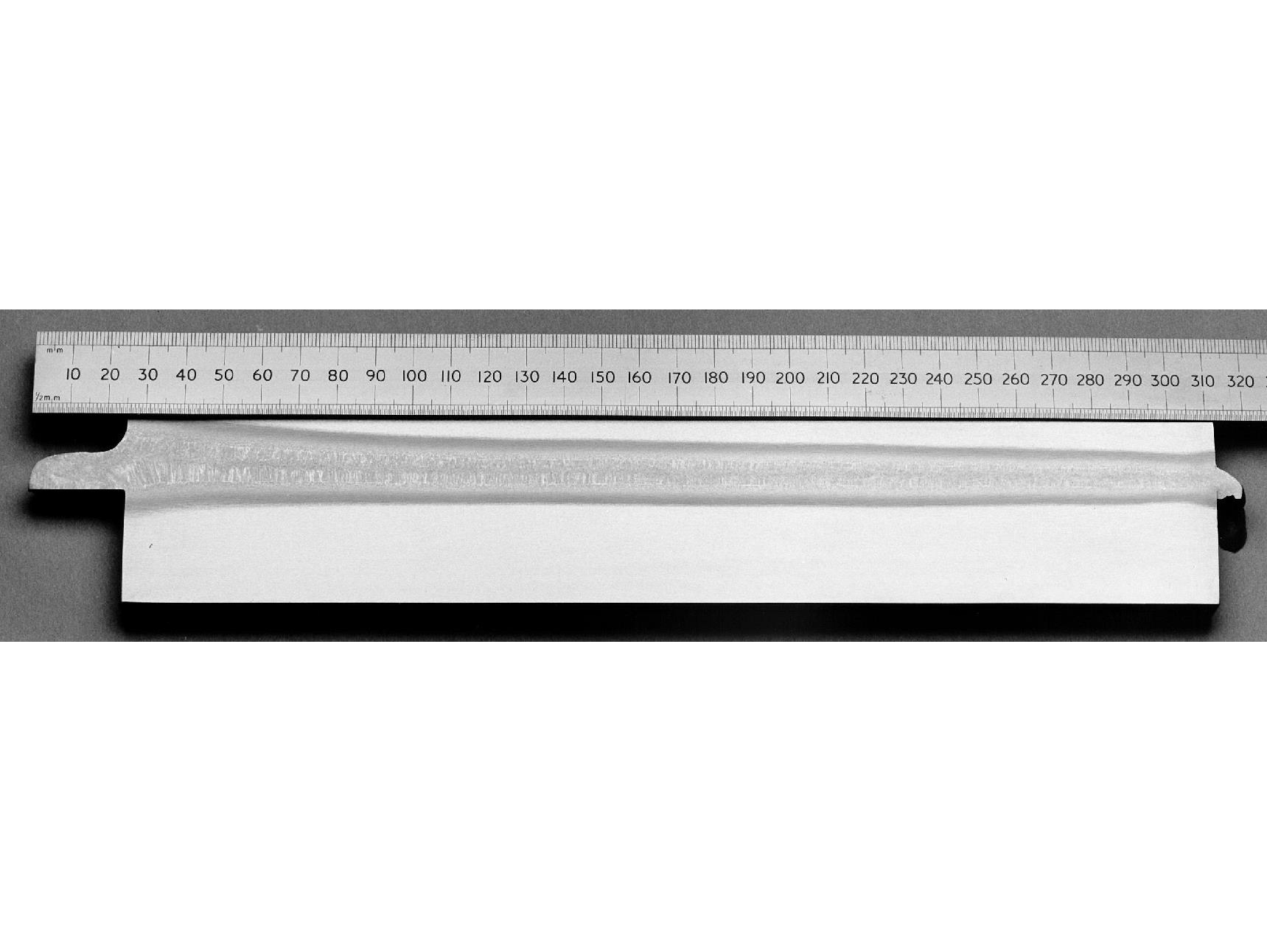
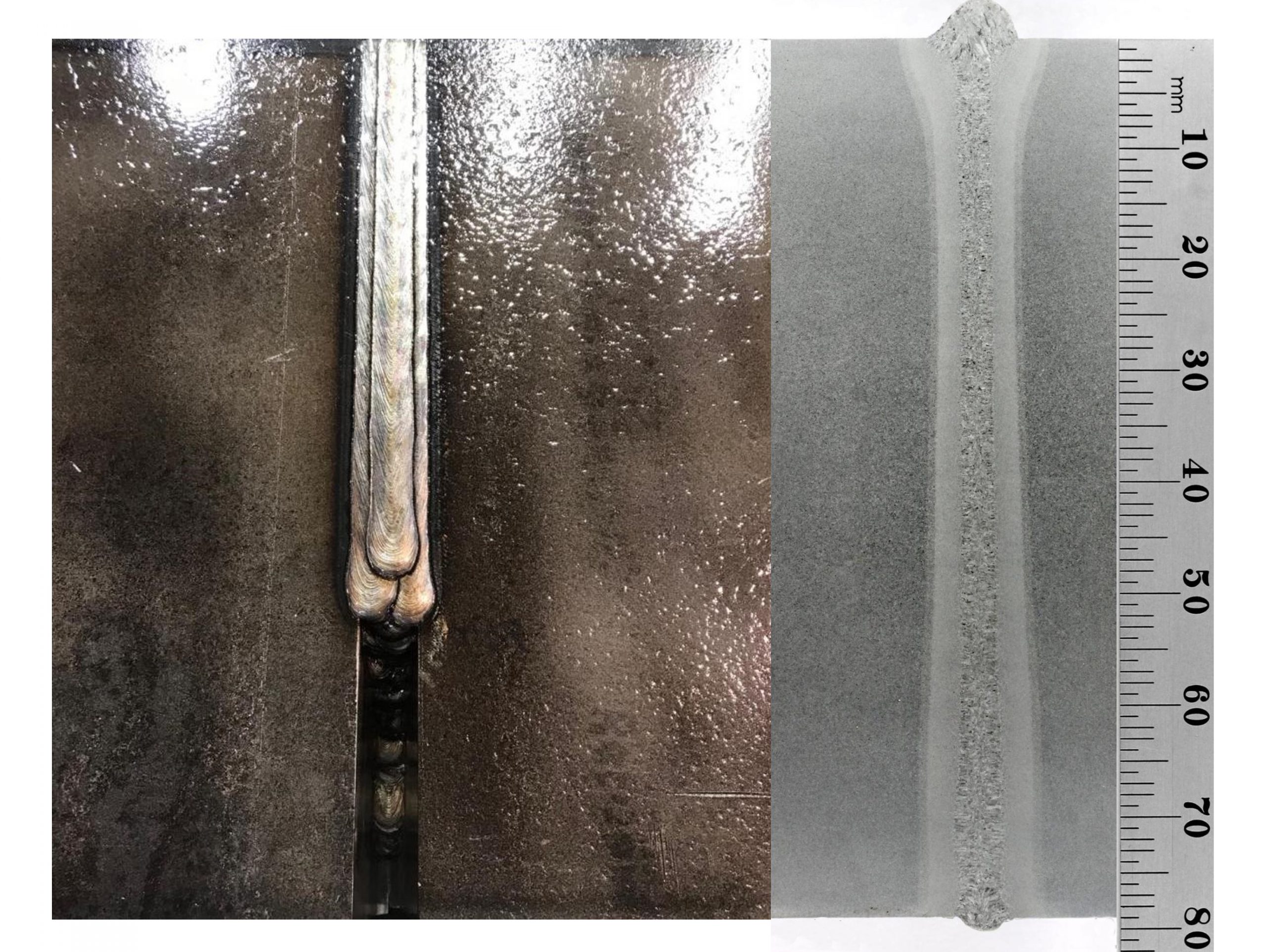
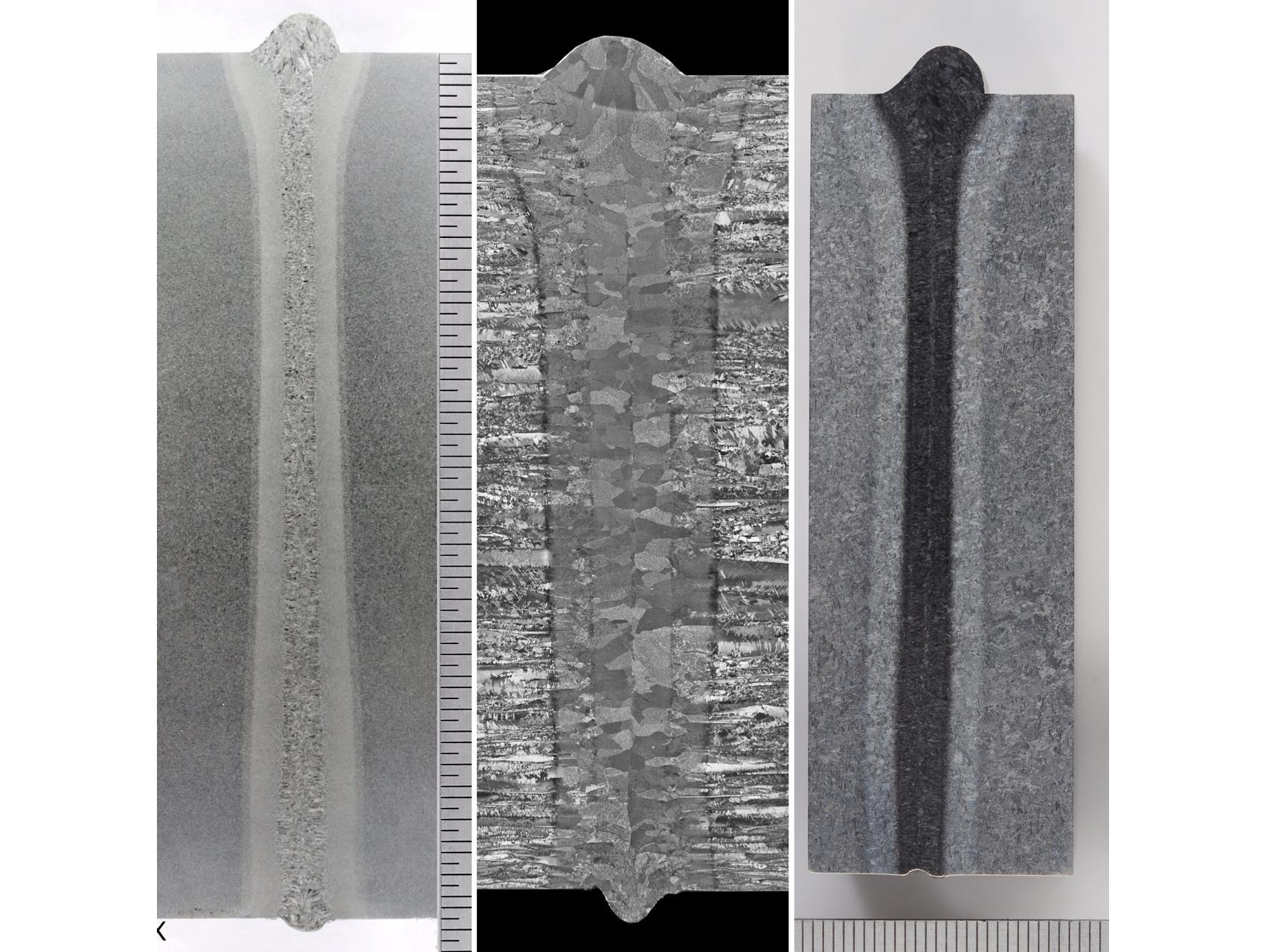
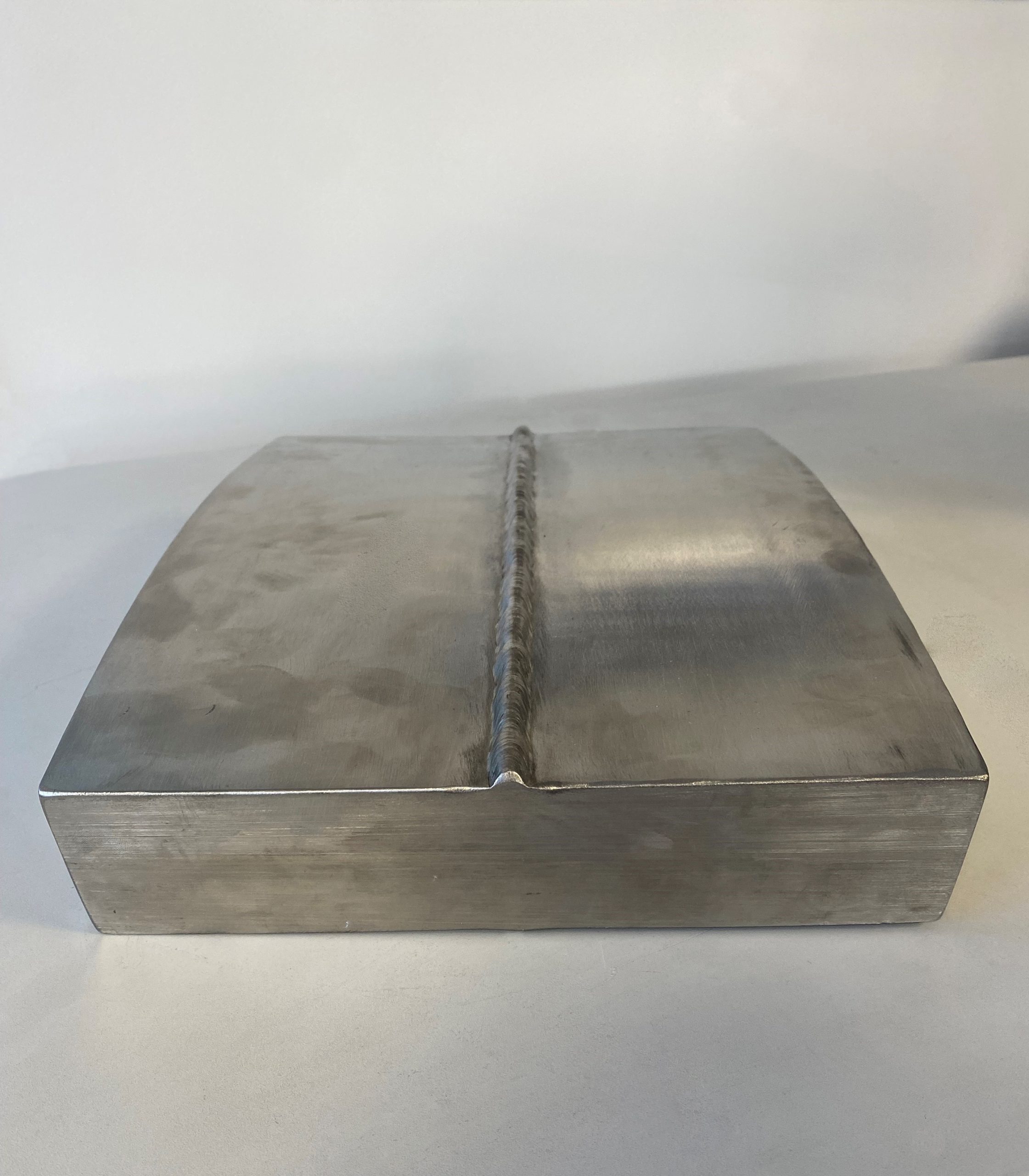
Kino
Zapraszamy do zapoznania się z poniższą galerią, która przedstawia przekroje spawów, a także zdjęcia systemów zainstalowanych na miejscu.