真空溶接機のレーザー
LiV (Laser in vacuum)溶接は比較的新しい技術で、従来のシールドガスによるレーザー溶接に比べ、溶接深度が2、3倍になる利点があります。また、酸化が抑えられ、溶接品質が極めて高いというメリットもあります。
ビーム浸透率と品質の向上
従来の大気圧下でのレーザー溶接では、キーホールの上に高温の金属蒸気が溜まってしまいます。このベーパープルームがレーザービームを散乱・再集束させ、溶融池から溶融金属の塊を飛び散らし、スパッタを形成します。
真空中のレーザー溶接では、高温の蒸気がキーホール周辺からすばやく拡散するため、蒸気のプルームをなくすことができます。これにより、レーザーのカップリング効率が上がり、スパッターを最小限に抑えることができます。
また、真空環境では金属が蒸発温度が下がるため、2倍から3倍の深度まで浸透させることができます。
沸点が約1000K下がることで(材料によって異なります)、ビームのエネルギーが材料を蒸発させるために使われる割合がかなり大きくなります。
キーホールと溶融池を真空で囲むことによってより効果的な脱ガスが可能となり、ワークを酸化させる空気は一切含まれることはありません。
その結果、気孔が大幅に減少し、酸化の全くない溶接ビードが実現しました
真空中でのレーザー溶接のメリット
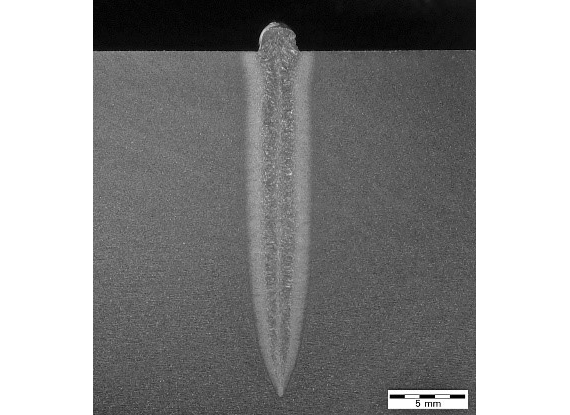
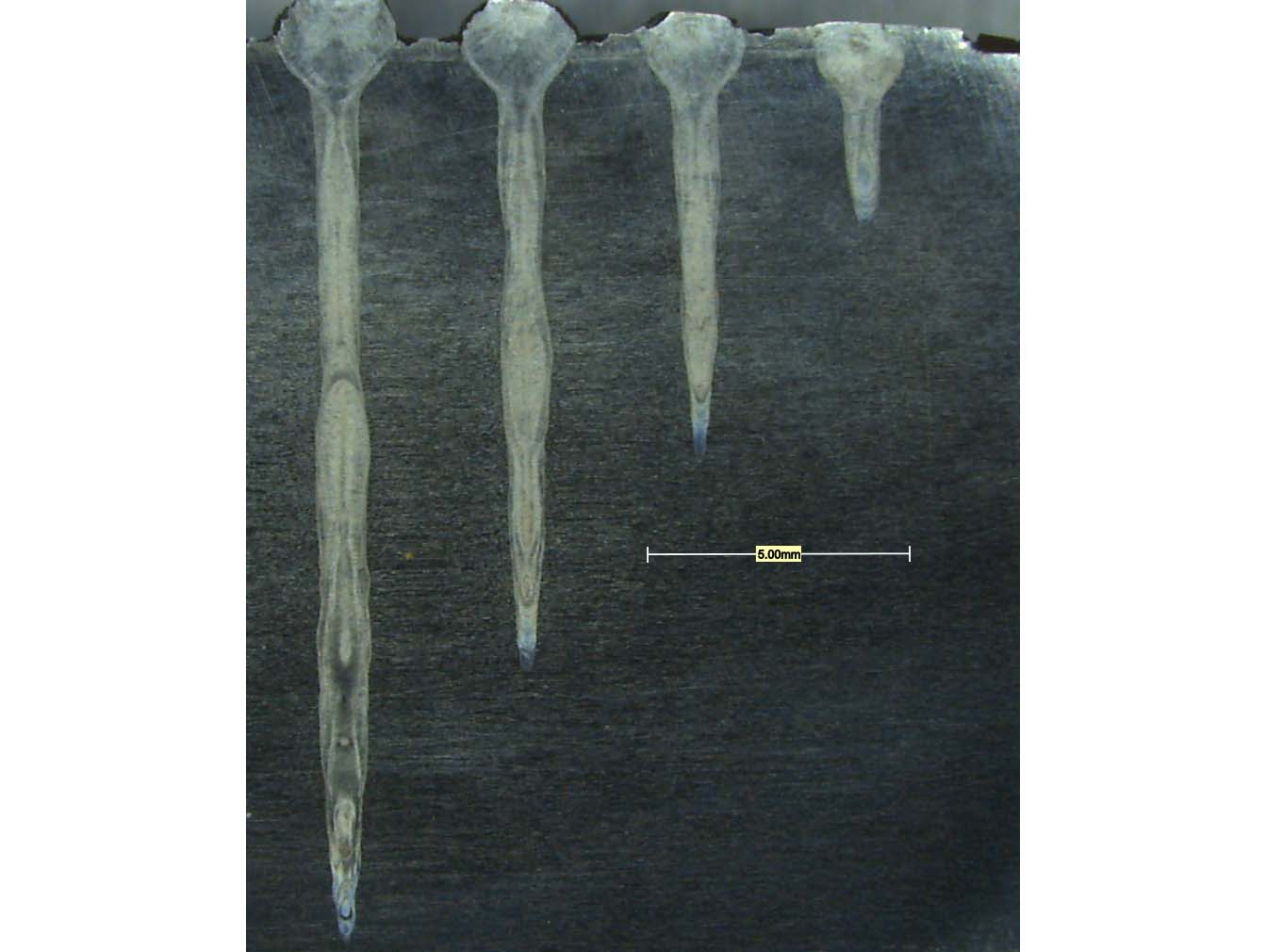
- 大気中より溶着深度が2倍以上増大
- ネイルヘッドを抑える平行シーム
- プラズマプルームを大幅に低減して安定させることにより、プロセスの安定性を向上
- スパッタリングや気化によるワークの汚染低減
- 高品質で気孔のないウエルドシーム
- 高効率な固体レーザーを採用し、低ランニングコストを実現
- 不活性ガスを使用しない溶接工程
- X線遮蔽不要
- 磁性材料に好適
応用分野
以上の特徴から、真空レーザ溶接では十分に溶け込んだ溶接を実現できます。
また、真空中のレーザー溶接はX線がなく磁気の問題がないことから、電子ビーム溶接よりも柔軟な対応が可能になります。
電子ビーム溶接と真空レーザー溶接のどちらを選択するかは、用途によって決まります。お客さまの用途に合わせた電子ビームまたはレーザーの適性の詳細ついては、当社にお問い合わせください。
ギャラリー
ギャラリーでは、溶接断面、CVEの開発体制などをご紹介します。