Ebflow Reduces 200mm Steel Welding Time to 3 Hours
Cambridge Vacuum Engineering (CVE)’s local vacuum electron beam welding system, Ebflow, welds steel nuclear pressure vessel of 200mm thickness in under 3 hours, revolutionising the assembly and welding of thick-sections for pressure vessel manufacture.
Overview
CVE’s ground-breaking local vacuum electron beam (EB) welding technology, Ebflow, achieved a continuous, fully penetrating weld in a 200mm thick, three-metre diameter demonstrator vessel section in low alloy steel.
The weld was produced in a nuclear grade steel typical of that used in some proposed small modular reactor (SMR) designs, with a circumferential weld length of ~10m.
The joint was completed in a single pass, reducing the predicted weld time from several months, using conventional arc welding, to ~140 minutes using Ebflow.
This weld represents a breakthrough in the industrialisation of Ebflow for fabrication of thick-section materials, not only for the nuclear industry, but also for other applications – such as offshore wind and hydrogen production – transforming the global capacity to produce zero-carbon energy.
Project Background
The project is a continuing collaboration between CVE, Sheffield Forgemasters, TWI, Arc Energy Resources, NAMRC, University of Sheffield, University of Cambridge, and University of Manchester. There was also a steering committee consisting of the Ministry of Defence, Rolls-Royce submarines and SMR divisions, the UK Atomic Energy Authority and Cavendish Nuclear.
The Department for Business, Energy, and Industrial Strategy (BEIS) part-funded the project under the £26m Advanced Manufacturing and Materials Programme within the BEIS Energy Innovation Programme. Engagement with the Office for Nuclear Regulation and Environment Agency was also instigated by BEIS as the project progressed.
After years of highly-advanced engineering and process development, CVE has led Ebflow to market, achieving near commercial exploitation for pressure vessel applications, as well as offshore wind foundation structures.

Figure 1. CVE Project Team.
Achieving a Welding Breakthrough
CVE and Sheffield Forgemasters carried out the factory acceptance testing (FAT) of the welding system, which verifies that the equipment was built and operating in accordance with design and safety specifications, at CVE’s site, before shipping to Sheffield.
Sheffield Forgemasters’ aim to incorporate Ebflow as an advanced fabrication technique, offering significant savings on both processing time and cost, over the traditional arc welding methods, which typically can take months and includes numerous stages of non-destructive testing (NDT).
Notably, the weld was performed without pre-heat or consumables and with an overall energy consumption of less than 100kWh. This represents a considerable saving in CO2 emissions, in comparison with to more conventional arc welding practice, which requires ~1,000kWh arc energy and pre-heat of ~180oC before welding can begin.
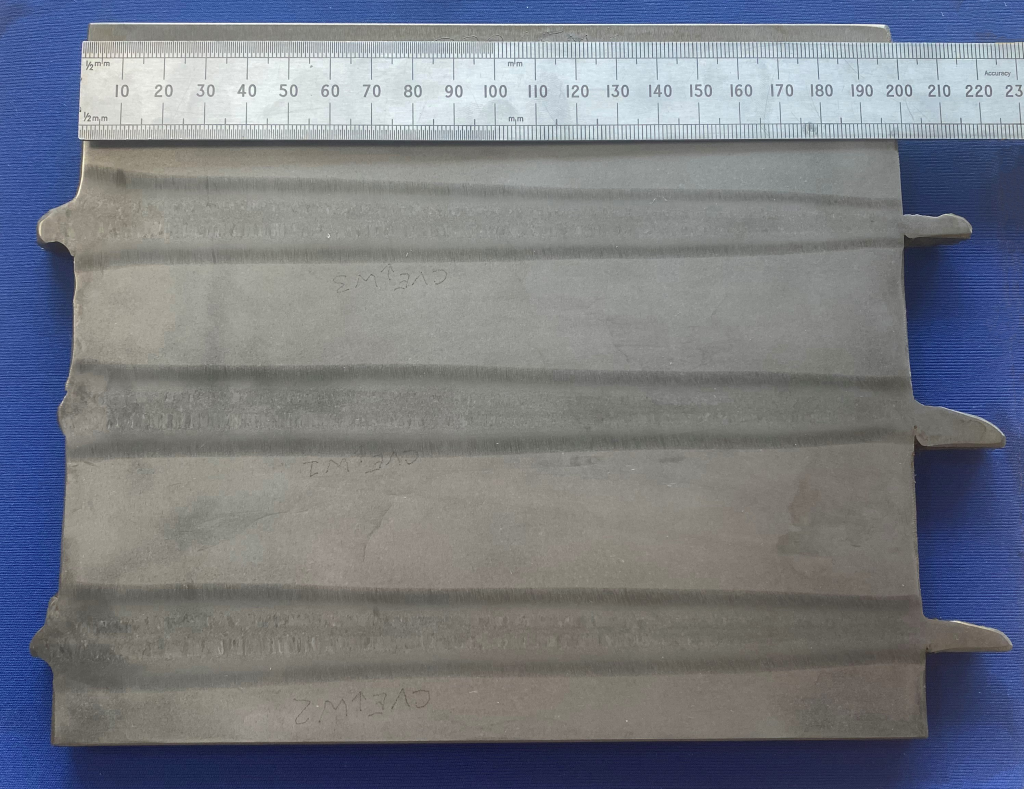
Figure 2. 200mm single pass full penetration weld in SA 508 Gr. 3 Cl.1 steel.
Qualification and Weld Performance Assessment
The welded assembly was examined using several ultrasonic test methods including conventional pulse echo ultrasonic testing (UT) and time of flight diffraction (TOFD). TOFD is particularly well suited to the vertical EB weld joint preparation, resulting in a high level of accuracy in size and position of weld imperfections.
The tests reported that the weld zone was free from any reportable indications, as defined by the ASME acceptance criteria.
Test pieces representative of the welded assembly will be subjected to rigorous mechanical testing at Sheffield Forgemasters after appropriate heat treatment. It is intended that a sample will be removed and introduced into a campaign to assess the influence of exposure to the high levels of radiation anticipated in service.
Determination of magnitude and distribution of residual stresses both as-welded and after heat treatment will be carried out using a contour method.

Figure 3. Weld cap bead.

Figure 4. Weld root bead.
Ground-breaking Technology
Ebflow combines the use of a local vacuum system and a high power electron gun that produces a high intensity electron beam. The beam penetrates the full thickness of the vessel and fuses the two components prepared with a close-fitting square butt preparation to produce a welded joint in a single pass.
The local vacuum approach allows the EB process to be applied to thick-walled large vessels, which cannot be practically contained within a vacuum chamber, and can operate at significantly higher vacuum pressure than in-chamber EB welding systems. This results in an improved process tolerance to cleaning and outgassing when welding big structures.
The Ebflow system comprises:
- A patented high power electron beam generator designed for long duration welding campaigns with consistent, reliable welding performance, particularly for very thick section materials.
- Local vacuum chamber and pumping system with minimum volume designed for rapid pumping (5 minute pump down in the FAT, compared to hours for conventional in-chamber systems) and minimal energy consumption compared to in-chamber systems as only mechanical pumps are required.
- Several configurations of local vacuum deployment for vessels and other structures including the use of vacuum jackets for different sized vessels, sliding local vacuum seals for modular construction of components and internally mounted guns for heavy wall pressure vessels.
- Beam quality measuring station that permits characterisation of the welding beam before and after welding to demonstrate consistency and reliability and provide a quality assurance measure.
In addition, all electrical data is monitored continuously and captured, so that it can be stored and uniquely linked to the welded part, providing a through life record of the welded component.
The resulting weld is inspected in real-time with a temperature resistant ultrasonic test method to provide immediate information on weld quality indication where detailed examination may be needed on completion of welding. The outcome is in line with the industry 4.0 data management approach.

Figure 5. Dimensional measurement.
Applications and Exploitation
Ebflow has the potential for exploitation in many of the global SMR programmes for primary structures and associated pressure containing plants.
It also has applications in low carbon energy, hydrogen production and storage, chemical and pressure plant industries.