EVFLOW : UNE SOLUTION DE SOUDAGE DÉDIÉE AU VE
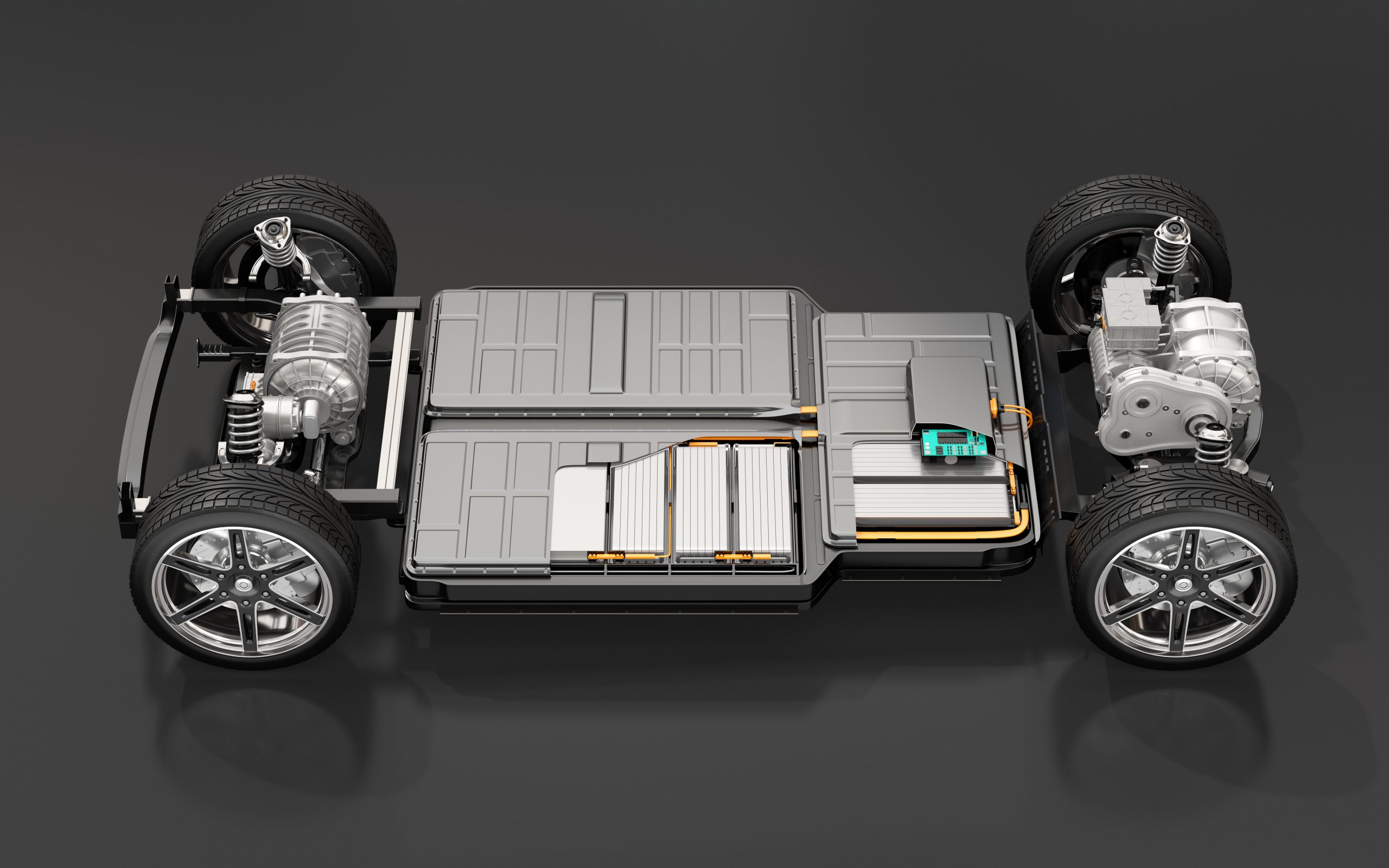
Evflow est une machine de soudage par faisceau d’électrons dédiée à la fabrication des pièces de groupes motopropulseurs de véhicules électriques (VE), notamment les batteries, les onduleurs et les moteurs.
Le soudage par faisceau d’électrons est un procédé d’une extrême régularité, qui permet de créer des soudures robustes et de haute qualité.
Il permet de travailler beaucoup plus rapidement qu’avec le soudage laser pour cette application, car le faisceau peut être dévié de manière électromagnétique, sans recours à des pièces mobiles. Cela lui permet de se déplacer à des vitesses plus rapides qu’un miroir laser mécanique.
Il permet également de modifier le point focal du faisceau d’électrons de manière rapide et dynamique à l’aide de bobines de focalisation électromagnétiques. Cela permet au faisceau d’électrons de traiter des zones très larges sans avoir à déplacer mécaniquement la pièce ou la tête de soudage.
La profondeur focale du faisceau d’électrons est généralement plus longue que celle d’un laser. Cette caractéristique, associée à l’absence de problèmes de réflectivité, fait du soudage par faisceau d’électrons une technologie plus fiable pour la production de masse, car elle offre une plus grande tolérance au désalignement des pièces.
L’absence de réflectivité d’un faisceau d’électrons sur des métaux tels que le cuivre permet en outre (contrairement au laser) de générer une plus grande intensité de chaleur. Cela permet d’utiliser moins de matière dans les zones critiques, telles que les bobines en épingles à cheveux, pour absorber la chaleur.
Le procédé de soudage étant réalisé dans une chambre à vide, il y a moins d’éclaboussures et cela assure une extrême régularité des soudures.
Le vide permet également de réduire la porosité de la soudure, créant ainsi une meilleure connexion électrique et augmentant l’efficacité du véhicule.

Machine de production Evflow.
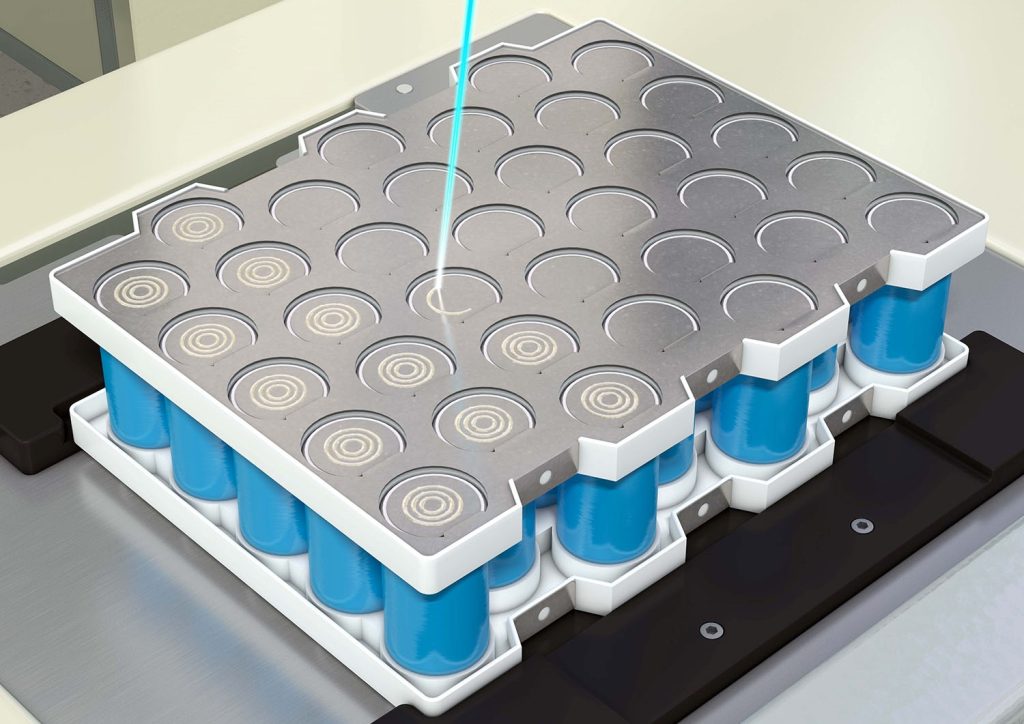
Soudage des barres omnibus.
PRODUCTION DE PIÈCES POUR GROUPES MOTOPROPULSEURS EV
Colonne de faisceau d’électrons
- Focalisation du faisceau à haute vitesse
- Système de stigmateur dynamique pour la colonne de canon
- Déviation rapide à large plage
![]()
Colonne à faisceau d’électrons avec déviation rapide à large plage.
TEMPS DE SOUDAGE TYPIQUES POUR UNE BATTERIE
| Temps de soudage pour une cellule
(4 soudures) |
Temps de fabrication d’un pack de batterie | |
| Performance typique pour un soudage par résistance | 4 secondes | 12 000 secondes |
| Performance typique pour un soudage au laser | 0,42 seconds | 1 260 secondes |
| Vitesse démontrée pour le soudage par faisceau d’électrons | 0,063 secondes | 189 secondes |
| AProgrès anticipés pour le soudage par faisceau d’électrons | 0,025 secondes | 75 secondes |
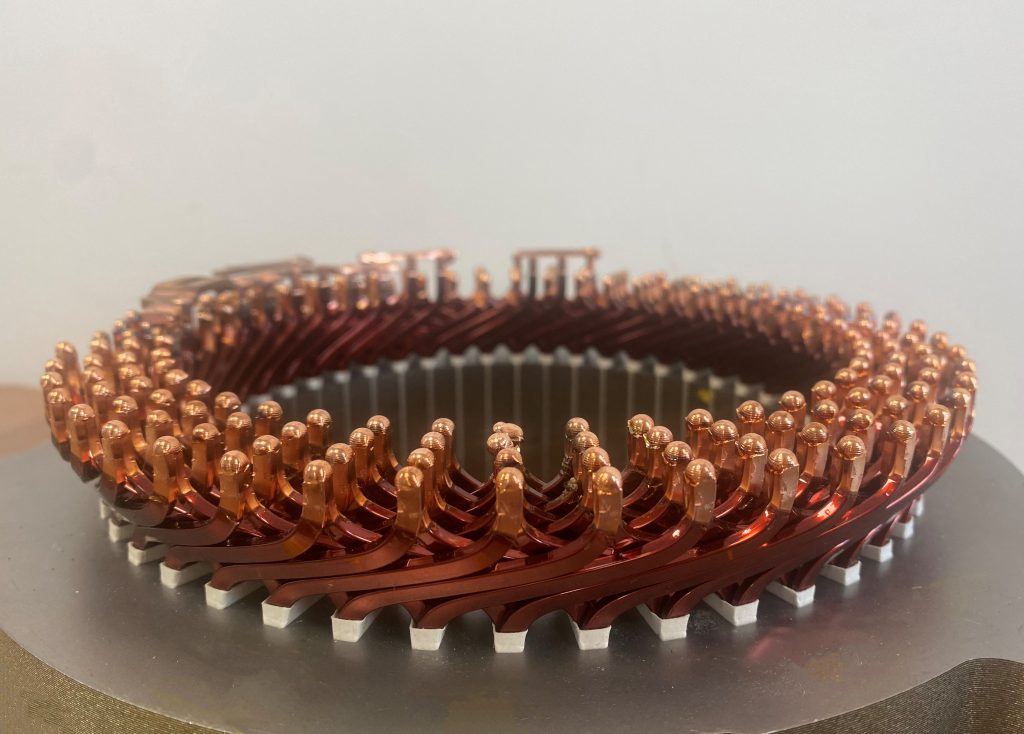
Soudage du stator du moteur.

Soudage de bobines de cuivre en épingles à cheveux.
ÉQUIPEMENTS, CARACTÉRISTIQUES ET OPTIONS DE LA MACHINE
Équipements standard
- Générateur de fonctions pour l’application des schémas de soudage
- Cathode à chauffage direct
- Colonne de canon avec pompage séparé (turbo-moléculaire)
- Gabarit d’alignement du filament
- Caméra HDMI haute qualité, avec réticule réglable et fonctionnalité vidéo
- PLC industriel
- Système de vide entièrement automatisé
- IHM sur PC, avec stockage des recettes et enregistrement des données
- Hub Ethernet eWon pour le diagnostic à distance
- Armoire électrique climatisée
Options d’outillage
- Outillage sur mesure
- Carrousel d’indexation
- Glissière de canon motorisée
- Table XY
Fonctionnalités avancées
- Mise au point et alignement automatiques
- Recherche automatique et imagerie des joints par rétrodiffusion d’électrons
- Contrôle CNC
- Pompes à vide sèches
- Film protecteur Mylar
- Refroidisseur d’eau à recirculation
- Fonctions spéciales du faisceau (dont fractionnement)
- Focalisation du faisceau à haute vitesse
- Système de stigmateur dynamique pour la colonne de canon
- Déviation rapide à large plage
- Réduction de la puissance absorbée