EQUIPO DE SOLDADURA POR HAZ DE ELECTRONES DE TURBOCOMPRESOR
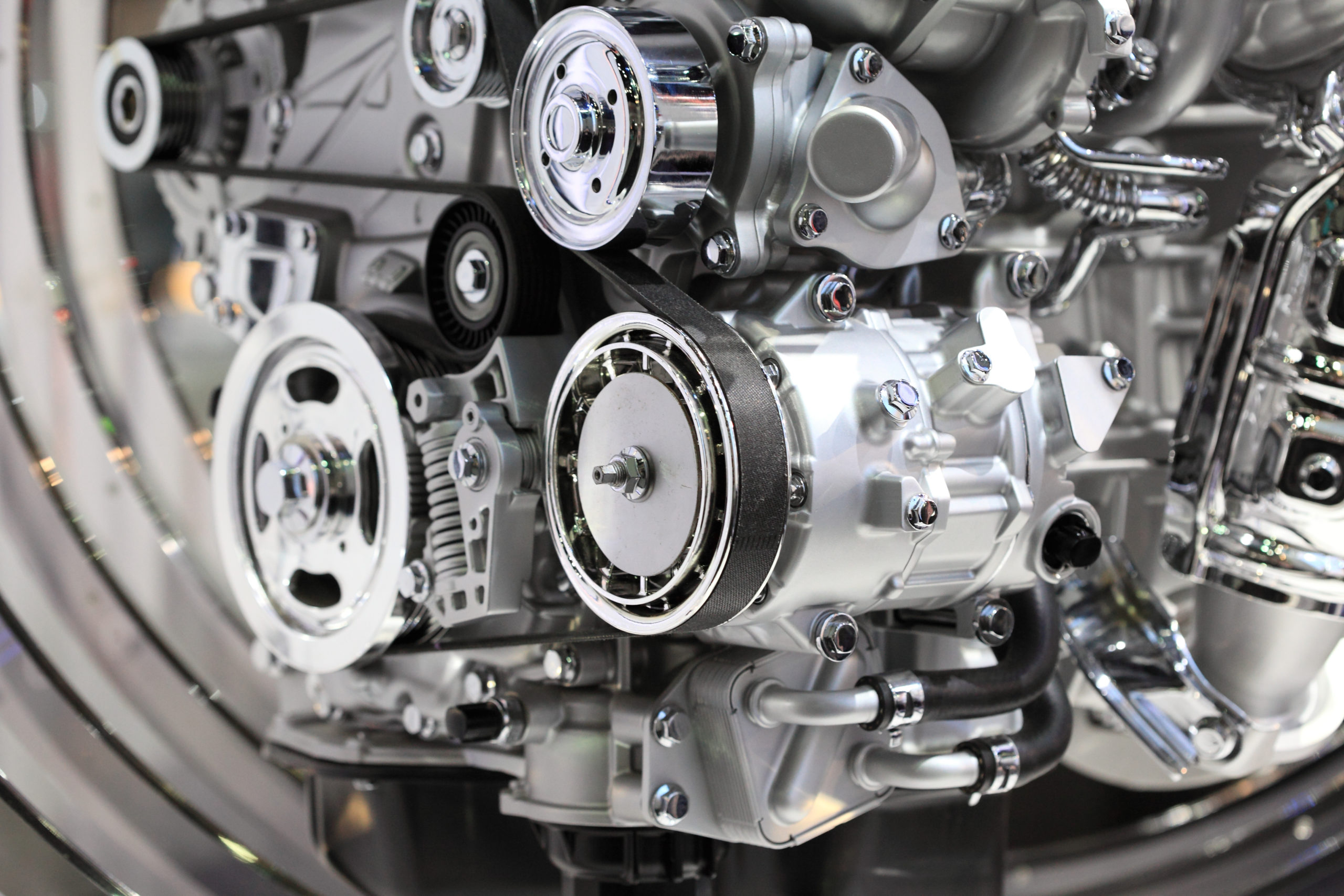
La mayoría de los motores de vehículos diésel de pasajeros y comerciales de hoy en día llevan turbocompresor, lo que da lugar a un mayor ahorro de combustible, un mejor rendimiento y menos emisiones a escala global.
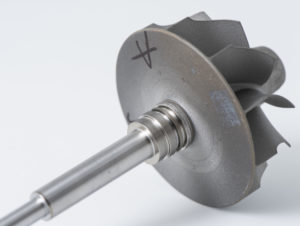
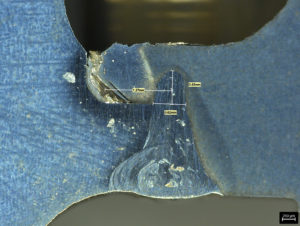
Normalmente, una rueda de moldeo va unida a un eje de acero al carbono mediante soldadura por haz de electrones, lo cual garantiza una penetración profunda, una zona de fusión precisa (zona termoafectada o HAZ, por su sigla en inglés) y una resistencia próxima a la del metal de base. La soldadura se realiza dentro de un entorno con vacío para garantizar la alta calidad.
Las piezas, o bien son mecanizadas para que la junta se coloque sola, o bien se emplea utillaje de precisión para la fijación con el objetivo de garantizar una geometría excelente y un mecanizado mínimo después de soldar. El uso de piezas acabadas o semiacabadas reduce los costes de inversión de la celda de fabricación en la soldadura por haz de electrones en comparación con otros procesos de fabricación.
Aspectos destacados:
- Carga manual o por robot.
- Aplicaciones en vehículos diésel de pasajeros y comerciales.
- Huella reducida.
- Alta eficiencia.
Modelo TW
Especificaciones
Equipamiento de serie
Características y opciones avanzadas
GALERÍA
| Ritmo de producción típico* | 30-35 s |
| Alojamiento de utillaje de accionamiento doble
Tamaño máximo de rueda
|
A hasta 53 mm
B 50-82 mm C 80-105 mm |
| Alojamiento de utillaje simple | Hasta 120 mm |
*Dependent on weld recipe, shaft diameter, and joint finding option
- Orientación automática del haz y calentamiento del filamento.
- Patrones de deformación del haz y generador de función.
- Concentrador Ethernet para diagnóstico remoto.
- Sistema de visión y cámara HDMI de gran calidad.
- Interfaz de usuario con almacenamiento de fórmulas y registros de datos.
- PLC industrial en ordenador.
- Columna de cañón bombeado aparte.
- Opción de búsqueda automática de juntas mediante electrones retrodispersados.
- Cátodo directamente calefactable con haz de alta densidad para baja deformación.
- Protección de luz de la zona de carga.
- Compatibilidad con sistema de ejecución de fabricación (MES) y la industria 4.0.
- Alojamiento de utillaje simple para piezas con fuerza de retorno y opción de alojamiento de utillaje de accionamiento doble para el centrado.
- Contrapunto neumático.
- Utillaje rápido de cambiar.
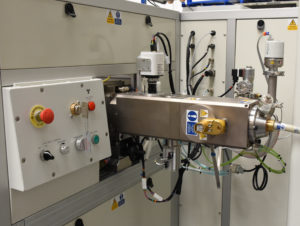
TW Model

Turbocharger Component
D60LN gun column with filament alignment system and turbo-molecular pump
PC-based HMI with data log to hard drive and remote diagnostics via ethernet hub
Modelo NG
Especificaciones
Equipamiento de serie
Características y opciones avanzadas
GALERÍA
| Ritmo de producción típico* | 20-22 s |
| Alojamiento de utillaje de accionamiento doble
Tamaño máximo de rueda |
Hasta 53 mm
|
| Alojamiento de utillaje simple | Hasta 65 mm |
*Dependent on weld recipe, shaft diameter, and joint finding option
- Orientación automática del haz y calentamiento del filamento.
- Patrones de deformación del haz y generador de función.
- Concentrador Ethernet para diagnóstico remoto.
- Sistema de visión y cámara HDMI de gran calidad.
- Interfaz de usuario con almacenamiento de fórmulas y registros de datos.
- PLC industrial en ordenador.
- Columna de cañón bombeado aparte.
- Opción de búsqueda automática de juntas mediante electrones retrodispersados.
- Cátodo directamente calefactable con haz de alta densidad para baja deformación.
- Protección de luz de la zona de carga.
- Compatibilidad con sistema de ejecución de fabricación (MES) y la industria 4.0.
- Alojamiento de utillaje simple para piezas con fuerza de retorno y opción de alojamiento de utillaje de accionamiento doble para el centrado.
- Contrapunto neumático.
- Utillaje rápido de cambiar.
NG Model

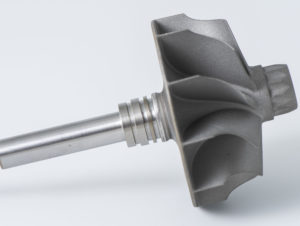
Shaft and Wheel
Tooling Housing

Weld Profile
Modelo SP
Especificaciones
Equipamiento de serie
Características y opciones avanzadas
GALERÍA
| Ritmo de producción típico* | 15-18 s |
| Alojamiento de utillaje de accionamiento doble
Tamaño máximo de rueda |
Hasta 53 mm
|
| Alojamiento de utillaje simple | Hasta 65 mm |
*Dependent on weld recipe, shaft diameter, and joint finding option
- Orientación automática del haz y calentamiento del filamento.
- Patrones de deformación del haz y generador de función.
- Concentrador Ethernet para diagnóstico remoto.
- Sistema de visión y cámara HDMI de gran calidad.
- Interfaz de usuario con almacenamiento de fórmulas y registros de datos.
- PLC industrial en ordenador.
- Columna de cañón bombeado aparte.
- Opción de búsqueda automática de juntas mediante electrones retrodispersados.
- Cátodo directamente calefactable con haz de alta densidad para baja deformación.
- Protección de luz de la zona de carga.
- Compatibilidad con sistema de ejecución de fabricación (MES) y la industria 4.0.
- Alojamiento de utillaje simple para piezas con fuerza de retorno y opción de alojamiento de utillaje de accionamiento doble para el centrado.
- Contrapunto neumático.
- Utillaje rápido de cambiar.
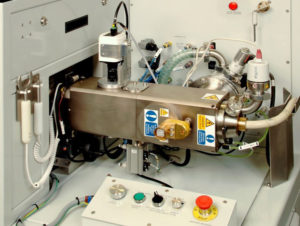
SP Model

Human Machine Interface

Tooling

Gun Column